
Customer Stories
That Tracs: Sustainable Packaging Assessment Convinces a Long-Term…
Food
Our team of food packaging experts will work with you to create a clear path to your unique solution–from easy-open and to-go packages to innovative designs that preserve freshness.

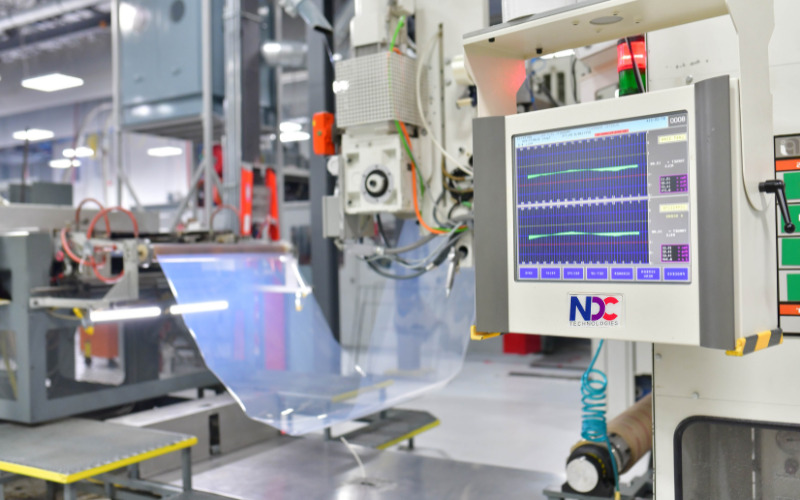
We believe that best-in-class food packaging starts with the right process. We focus on getting you to market quickly with a design that’s as functional as it is innovative. We achieve that by building a strong partnership with you, taking the time to learn your goals and apply our industry knowledge.

Our in-house team of designers, rapid-prototypers, and tool builders means that you are never waiting on a third party. This enables us to work quickly and get your product to market faster.
We proactively look at consumer trends to see where the industry is headed. We’ll work with you to create a unique design that anticipates and solves future challenges and stands out on the shelf.

Your project is our project, and we take full responsibility for its success. From initial concept to nationwide launches, we’ll be by your side throughout the entire journey to consult, guide, and offer our expertise.

As more consumers reach for packages that meet their evolving sustainability standards, our team of circularity experts can help. In addition to circularity consulting and guidance, we offer a range of services that can help you create a more sustainable solution.